


Wszystkie produkty
-
Blachy ze stali nierdzewnej walcowane na zimno
-
Blachy ze stali nierdzewnej walcowane na gorąco
-
Okrągła rura ze stali nierdzewnej
-
Taśma cewki ze stali nierdzewnej
-
Siatka druciana ze stali nierdzewnej
-
Pręt ze stali nierdzewnej
-
Proces kucia metalu
-
Taśma ze stali nierdzewnej
-
Stop odporny na korozję
-
Super austenityczna stal nierdzewna
-
Stop Incoloy
-
Stop na bazie niklu
-
Precyzyjny stop
-
Stop metali Monel
-
Materiał Hastelloy
-
Metale specjalne Inconel
-
Materiał ze stopu tytanu
-
Rezystancyjny stop elektrotermiczny
Osoba kontaktowa :
Amelia
Numer telefonu :
+86-13395102615
WhatsApp :
+8613584195955
Pierścień kuty z kołnierzem Wał drążony ze stali nierdzewnej 253mA Pierścień walcowany na gorąco








| Miejsce pochodzenia | Chiny |
|---|---|
| Nazwa handlowa | Chengjiu |
| Numer modelu | 201 304 304L 321 2520 2205 2507 316L |
| Minimalne zamówienie | 1 tony. Możemy również przyjąć zamówienie próbne. |
| Cena | $500- $5000 / ton (FOB) |
| Szczegóły pakowania | Standardowe opakowanie zdatne do żeglugi; |
| Czas dostawy | W ciągu 15-30 dni roboczych po otrzymaniu depozytu lub L/C |
| Zasady płatności | L/C, T/T, Western Union |
| Możliwość Supply | 1800 ton/miesiąc |

Contact me for free samples and coupons.
WhatsApp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
xSzczegóły Produktu
| Nazwa | Kucie ze stali nierdzewnej | Materiał | 304 316 310 410 |
|---|---|---|---|
| Rozmiar | Niestandardowe niestandardowe | Późniejsze głębokie przetwarzanie | Spawanie, rozwijanie, wykrawanie, cięcie |
| Obróbka cieplna | roztwór stały, starzenie | Data dostarczenia | 10-25 dni roboczych |
| High Light | Wał drążony ze stali nierdzewnej 253mA,pierścień walcowany na gorąco 253mA,kołnierz pierścieniowy walcowany na gorąco |
||
opis produktu
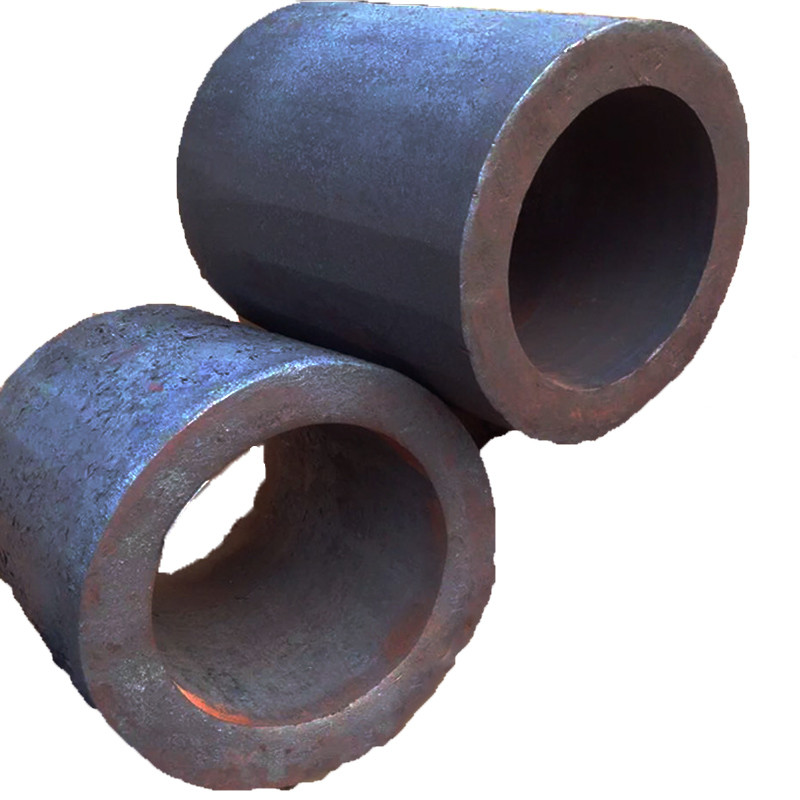
Pierścień kuty z kołnierzem Wał drążony ze stali nierdzewnej 253mA Pierścień walcowany na gorąco
1. Wstęp
Jedną z cech charakterystycznych procesu kucia stali nierdzewnej jest niska plastyczność.Plastyczność stali nierdzewnej wzrasta wraz ze wzrostem temperatury powierzchni, maleje wraz ze spadkiem temperatury, szczególnie widoczna jest stal nierdzewna martenzytyczna.Ogrzewanie powinno być równomierne, aby uniknąć nierównomiernych odkształceń i pęknięć.Podczas kucia tego rodzaju stali stopień odkształcenia powinien być mniejszy niż 60%, a używane narzędzie musi być wstępnie podgrzane do 200 ~ 250 ℃.Podczas kucia wlewka ze stali nierdzewnej należy najpierw uderzyć w szybkie kucie, a następnie stopniowo uderzać w kucie, w odpowiednim czasie usuwając pęknięcia powierzchni.
2. Pokaż produkt
![]()
![]()
Polecane produkty